Písková skříň řady BHQ26 manuálně
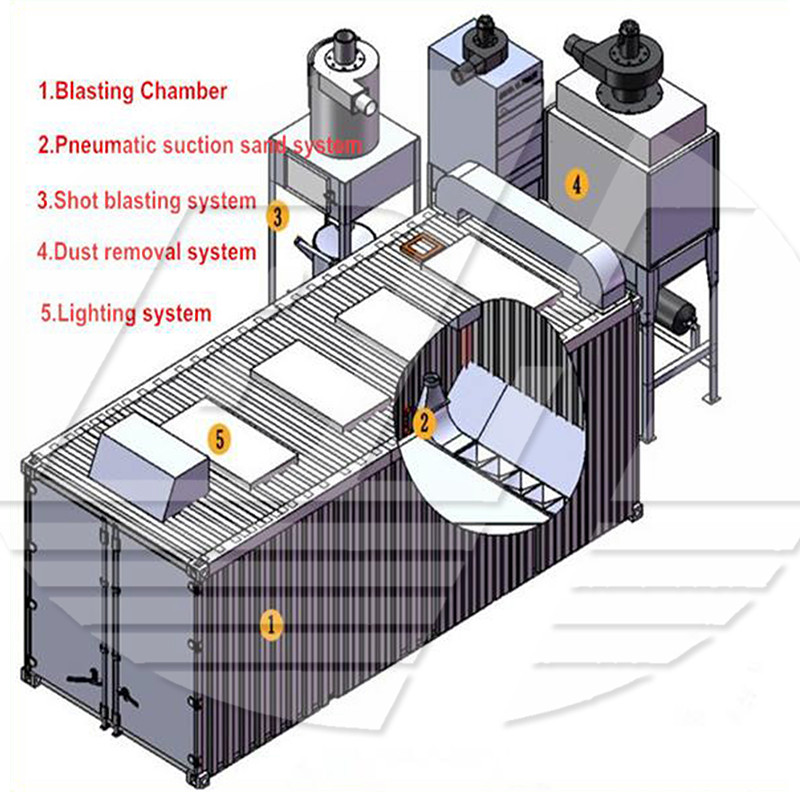
1.Co je pískovací kabina
Někteří lidé také nazývají pískovací stroje, pískovací nádrž, přenosný pískovač, otevřené pískovací stroje a tak dále.Názvy jsou různé, ale ve skutečnosti mají stejný význam.Může pracovat odděleně, ale ve většině případů to funguje s tryskací místností.


Složení pískovací skříně ——
Obecně řečeno, komponenty jsou následující:
1).nádrž na pískování:
Tloušťka ocelového plechu použitého pro různé objemy nádrže a paty pískovacího stroje je různá.Čím větší objem, tím silnější je ocelový plech.To určuje především továrna na tlakové nádoby podle skutečné situace.
Existují dva typy pískového ventilu a pískového ventilu: ruční nebo pneumatický.Ručně je nutné ručně otevřít pískový ventil a plyn se automaticky otevírá plynem.
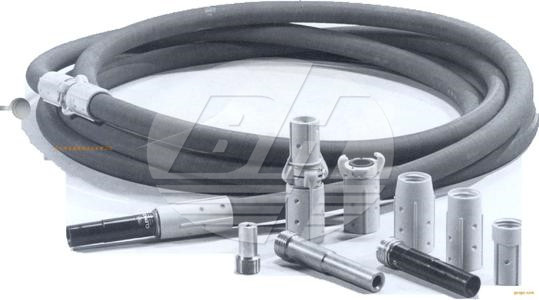
2. Pískovací trubka (standardně 10m/20m)
3).Pojistný ventil
Použitý tlak pískovací nádrže je obecně 8 kg.Úloha pojistného ventilu Když tlak plynu překročí 8 kg, automaticky se vyfoukne.Aby byla chráněna pískovací nádrž
4). Pískovací pistole: Podle materiálu ji lze rozdělit na karbid boru, legovanou ocel, karbid wolframu, železo a tak dále.
Nejodolnější je karbid boru a jeho životnost je obecně 500-700 hodin.
Za druhé, životnost karbidu wolframu a legované oceli je obecně 300-400 hodin,
Železo lze používat pouze 10 hodin, málokdo ho použil.
Elektronický řídicí systém a další komponenty.
2. Princip činnosti přenosného pískovače
Pracovní princip pískovacího stroje se liší od brokového tryskacího stroje.Tryskací stroj využívá k tryskání odstředivou sílu.Pískovací stroj je poháněn stlačeným vzduchem a stříká abraziva (kovový i nekovový písek) na povrch obrobku.Působením tlaku prochází abrazivo v zásobníku písku přes pískový ventil a tryskací trubici do stříkací pistole a brusivo je vyhazováno vysokou rychlostí, čímž se mění mechanické vlastnosti vnějšího povrchu povrchu obrobku.V důsledku dopadu a řezného účinku brusiva na povrch obrobku, Chcete-li získat určitý stupeň čistoty a různé drsnosti na povrchu obrobku, zlepšit mechanické vlastnosti povrchu obrobku, zlepšit tak odolnost obrobku proti únavě, zvýšit přilnavost mezi ním a povlakem a prodloužit povlak Trvanlivost filmu také přispívá k vyrovnání a zdobení povlaku, odstranění nečistot, hluku a oxidových vrstev na povrchu a zároveň zdrsnění povrchu média, což způsobuje zbytkové napětí na povrchu substrátu a zlepšení tvrdosti povrchu substrátu.
3. Hlavní specifikace pro přenosný pískovač
4. Ztráta výkonu tryskací nádrže
1).Konfigurace zdroje vzduchu u pískovacího stroje je obecně 6 m³/min (spotřeba vzduchu jedné stříkací pistole, pokud je N, požadovaná konfigurace zdroje vzduchu je N*6 m³/min.
| Typ položky | Q0250 | Q0250A-Ⅱ | Q0250A-Ⅱ-LX | ||
| Objem v nádrži (m3) | 0,5 | 0,7 | 0,82 | ||
| Tlak vzduchu (Mpa) | 0,5-0,6 | 0,5-0,6 | 0,5-0,6 | ||
| Emitovaná dávka (ráže=φ10) (kg/h) | 1800-2280 | 1 zbraň | 1800-2280 | 1 zbraň | 1800-2280 |
| 2 zbraně | 3600-4560 | 2 zbraně | 3600-4560 | ||
| Spotřeba vzduchu (m3/min) | 6.1 | 1 zbraň | 6.0 | 1 zbraň | 6.0 |
| 2 zbraně | 12.0 | 2 zbraně | 12.0 | ||
| Délka tryskací trubky (mm) | 7000 | 7000 (2ks) | 7000 (2ks) | ||
| Kontrolní způsob | Dálkové ovládání | Dálkové ovládání | Dálkové ovládání | ||
| Rozměr (mm) | 1036*812*1860 | 1120*900*1890 | 1086*812*2060 | ||
| váha (kg) | 396 | 500 | 690 | ||
2).Tlak vzduchu požadovaný pískovacím strojem je 0,5-0,6 mpa (pokud je tlak příliš nízký, pískování bude slabé a čisticí účinek bude ovlivněn).
3).Množství pískování/otryskávání za hodinu pískovacího stroje je 1800-2100 kg.
4. Rozsah použití pískování
A.Předúprava: všechny tryskací úpravy před zakrytím, jako je galvanické pokovování, lakování, stříkání atd., je povrch absolutně čistý a zároveň výrazně zlepšuje přilnavost a odolnost krycí vrstvy proti korozi.
b.Předúprava před čištěním povrchu dílů: odvápnění, zbytky a nečistoty kovových dílů, jako jsou odlitky, lisovací díly, svařovací díly, díly tepelného zpracování;povrchové čištění nekovových výrobků, odstranění černých skvrn na povrchu keramických přířezů a redukce barvy Vzor atd.
C.Repase starých dílů: repasování a čištění všech pohyblivých dílů jako jsou automobily, motocykly, elektromechanická zařízení atd. Zároveň eliminují únavové namáhání a prodlužují životnost.
d.Dokončovací zpracování na povrchu obrobku: u všech kovových výrobků a nekovových výrobků (plast, křišťál, sklo atd.) jsou eliminovány povrchové stopy a povrchová úprava argonovou mlhou umožňuje vylepšení povrchu výrobku.
E.Úprava formy: Povrchová úprava povrchu formy argonovou lehkou mlhou, výroba grafiky a čištění formy, aby nedošlo k poškození povrchu formy, aby byla zajištěna přesnost formy.
F.Ošetření otřepů: Obrobené díly jsou odstraněny s malými otřepy a plastové části vstřikovaných dílů jsou eliminovány.
G.Přepracování nežádoucích produktů: odstranění nežádoucího povlaku produktu, odstranění nežádoucího zabarvení na povrchu a odstranění potisku.
h.Zpevnění: zvýšení povrchové tvrdosti kovových dílů a odstranění pnutí, jako je povrchová úprava listů letadel, pružin, obráběcích nástrojů a zbraní.
i.Leptání a protiskluzové zpracování: leptací vzory, text a protiskluzová úprava na povrchu kovových výrobků a nekovových výrobků, jako jsou: mramor, protiskluzové rukojeti, těsnění, stelé nápisy atd.
j.Úprava džínového oblečení: Denimové oblečení je matné, bělavé a je dosaženo efektu kočičího vousu.
5. Výhody pískovací skříně:
1).Kovové části pískovacího stroje nejsou v zásadě poškozeny a rozměrová přesnost se nezmění;
2).Povrch součásti není kontaminován a abrazivo nebude chemicky reagovat s materiálem součásti;
3).Pískovací stroj si snadno poradí s nepřístupnými částmi, jako jsou drážky a konkávy, a pro použití lze vybrat různé velikosti brusiva;
4).Náklady na zpracování jsou výrazně sníženy, což se odráží především ve zlepšení efektivity práce pískovacího stroje, který může splňovat různé požadavky na povrchovou úpravu;
5).Nízká spotřeba energie a nízké náklady;
6).Pískovací stroj neznečišťuje životní prostředí a eliminuje náklady na ošetření životního prostředí;